
Hassas imalat alanında yaygın bir yanılgı, "yüksek yoğunluk = daha güçlü rijitlik = daha yüksek hassasiyet" şeklindedir. 2,6-2,8 g/cm³ yoğunluğa sahip (dökme demir için 7,86 g/cm³) granit taban, mikrometre hatta nanometreleri aşan bir hassasiyete ulaşmıştır. Bu "sezgisel olmayan" olgunun ardında, mineraloji, mekanik ve işleme tekniklerinin derin bir sinerjisi yatmaktadır. Aşağıda, bu olgunun bilimsel prensipleri dört ana boyuttan analiz edilmektedir.
1. Yoğunluk ≠ Sertlik: Malzeme yapısının belirleyici rolü
Granitin "doğal petek" kristal yapısı
Granit, iyonik/kovalent bağlarla sıkıca birbirine bağlanmış kuvars (SiO₂) ve feldispat (KAlSi₃O₈) gibi mineral kristallerinden oluşur ve birbirine kenetlenmiş petek benzeri bir yapı oluşturur. Bu yapı, granite benzersiz özellikler kazandırır:

Basınç dayanımı dökme demirinkiyle karşılaştırılabilir düzeydedir: 100-200 mpa'ya ulaşır (gri dökme demir için 100-250 mpa), ancak elastik modülü daha düşüktür (70-100 gpa, dökme demir için 160-200 gpa'ya karşılık), bu da kuvvet altında plastik deformasyona uğrama olasılığının daha düşük olduğu anlamına gelir.
İç gerilimin doğal olarak giderilmesi: Granit, yüz milyonlarca yıllık jeolojik süreçler sonucunda yaşlanmaya uğrar ve iç kalıntı gerilimi sıfıra yaklaşır. Dökme demir soğutulduğunda (soğutma hızı > 50℃/sn), 50-100 mpa kadar yüksek iç gerilim oluşur ve bu gerilimin yapay tavlama ile giderilmesi gerekir. İşlem yeterince iyi yapılmazsa, uzun süreli kullanımda deformasyona eğilimlidir.
2. Dökme demirin "çoklu kusurlu" metal yapısı
Dökme demir, demir-karbon alaşımıdır ve içinde pul pul grafit, gözenekler ve büzülme gözenekliliği gibi kusurlar bulunur.
Grafit parçalanma matrisi: Pul pul grafit, iç "mikro çatlaklara" eşdeğerdir ve dökme demirin gerçek yük taşıma alanında %30-50 oranında bir azalmaya neden olur. Basınç dayanımı yüksek olmasına rağmen, eğilme dayanımı düşüktür (basınç dayanımının sadece 1/5-1/10'u kadardır) ve yerel gerilme yoğunlaşması nedeniyle çatlamaya eğilimlidir.
Yüksek yoğunluk ancak düzensiz kütle dağılımı: Dökme demir %2 ila %4 oranında karbon içerir. Döküm sırasında, karbon elementinin ayrışması ±%3 oranında yoğunluk dalgalanmalarına neden olabilirken, granit %95'in üzerinde mineral dağılım homojenliğine sahip olup yapısal istikrarı sağlar.
İkinci olarak, düşük yoğunluğun hassasiyet avantajı: ısı ve titreşimin çift yönlü bastırılması.
Termal deformasyon kontrolünün "doğal avantajı"
Isıl genleşme katsayısı büyük ölçüde değişir: granit 0,6-5×10⁻⁶/℃ iken, dökme demir 10-12×10⁻⁶/℃'dir. 10 metrelik tabanı örnek olarak alalım. Sıcaklık 10℃ değiştiğinde:
Granitin genleşmesi ve büzülmesi: 0,06-0,5 mm
Dökme demirin genleşmesi ve büzülmesi: 1-1,2 mm
Bu fark, granitin hassas bir şekilde sıcaklık kontrolü yapılan bir ortamda (örneğin bir yarı iletken atölyesinde ±0,5℃) neredeyse "sıfır deformasyona" sahip olmasını sağlarken, dökme demir ek bir termal dengeleme sistemine ihtiyaç duyar.
Isı iletkenliği farkı: Granitin ısı iletkenliği 2-3 W/(m · K) iken, dökme demirin ısı iletkenliğinin (50-80 W/(m · K)) sadece 1/20-1/30'u kadardır. Ekipman ısıtma senaryolarında (örneğin motor sıcaklığı 60℃'ye ulaştığında), granitin yüzey sıcaklık gradyanı 0,5℃/m'den az iken, dökme demirin yüzey sıcaklık gradyanı 5-8℃/m'ye ulaşabilir; bu da düzensiz yerel genleşmeye ve kılavuz rayın düzgünlüğünü etkilemeye neden olur.
2. Titreşim önlemenin "doğal sönümleme" etkisi
İç tane sınırı enerji dağıtım mekanizması: Granit kristalleri arasındaki mikro çatlaklar ve tane sınırı kaymaları, titreşim enerjisini 0,3-0,5'lik bir sönümleme oranıyla (dökme demirde bu oran sadece 0,05-0,1 iken) hızla dağıtabilir. Deney, 100 Hz'lik bir titreşimde şunları göstermektedir:
Granitin genliğinin %10'a düşmesi 0,1 saniye sürer.
Dökme demir 0,8 saniye sürüyor.
Bu fark, granitin yüksek hızlı hareket eden ekipmanlarda (örneğin kaplama başlığının 2 m/s hızındaki taraması gibi) anında stabilize olmasını sağlayarak "titreşim izleri" kusurunun önlenmesine olanak tanır.
Atalet kütlesinin ters etkisi: Düşük yoğunluk, aynı hacimde kütlenin daha küçük olduğu ve hareketli parçanın atalet kuvvetinin (F=ma) ve momentumunun (p=mv) daha düşük olduğu anlamına gelir. Örneğin, 10 metrelik granit bir portal çerçevesi (12 ton ağırlığında) 1,5G ivmeyle hızlandırıldığında, dökme demir bir çerçeveye (20 ton) kıyasla, tahrik kuvveti gereksinimi %40 azalır, durma-başlama etkisi azalır ve konumlandırma doğruluğu daha da iyileşir.

III. İşleme teknolojisinde "yoğunluktan bağımsız" hassasiyette çığır açan gelişme
1. Ultra hassas işlemeye uyarlanabilirlik
Taşlama ve parlatmanın "kristal düzeyinde" kontrolü: Granitin sertliği (Mohs ölçeğinde 6-7) dökme demirden (Mohs ölçeğinde 4-5) daha yüksek olmasına rağmen, mineral yapısı homojendir ve elmas aşındırıcı + manyetorheolojik parlatma (tek parlatma kalınlığı < 10 nm) ile atomik düzeyde uzaklaştırılabilir ve yüzey pürüzlülüğü Ra 0,02 μm'ye (ayna seviyesi) ulaşabilir. Bununla birlikte, dökme demirde grafit yumuşak parçacıklarının bulunması nedeniyle, taşlama sırasında "pulluk etkisi" oluşma eğilimindedir ve yüzey pürüzlülüğünün Ra 0,8 μm'den daha düşük olması zordur.
CNC işleme yönteminin "düşük gerilim" avantajı: Granit işlenirken, kesme kuvveti dökme demirinkinin sadece 1/3'ü kadardır (düşük yoğunluğu ve küçük elastik modülü nedeniyle), bu da daha yüksek dönüş hızlarına (dakikada 100.000 devir) ve ilerleme hızlarına (dakikada 5000 mm) olanak tanıyarak takım aşınmasını azaltır ve işleme verimliliğini artırır. Beş eksenli bir işleme örneği, granit kılavuz ray oluklarının işleme süresinin dökme demire göre %25 daha kısa olduğunu, hassasiyetin ise ±2 μm'ye kadar iyileştirildiğini göstermektedir.
2. Montaj hatalarının "kümülatif etkisi"ndeki farklılıklar
Azaltılmış bileşen ağırlığının zincirleme reaksiyonu: Düşük yoğunluklu tabanlarla eşleştirilen motorlar ve kılavuz raylar gibi bileşenler aynı anda hafifletilebilir. Örneğin, bir lineer motorun gücü %30 azaltıldığında, ısı üretimi ve titreşimi de buna bağlı olarak azalır ve "geliştirilmiş hassasiyet - azaltılmış enerji tüketimi" şeklinde pozitif bir döngü oluşur.
Uzun vadeli hassasiyet koruması: Granitin korozyon direnci, dökme demirinkinden 15 kat daha fazladır (kuvars asit ve alkali aşınmasına karşı dirençlidir). Yarı iletken asit sisi ortamında, 10 yıllık kullanımdan sonra yüzey pürüzlülüğündeki değişim 0,02 μm'den azdır; oysa dökme demir her yıl taşlanmalı ve onarılmalıdır, bu da ±20 μm'lik kümülatif bir hataya yol açar.
IV. Endüstriyel Kanıt: Düşük Yoğunluğun Düşük Performans Anlamına Gelmediğinin En İyi Örneği
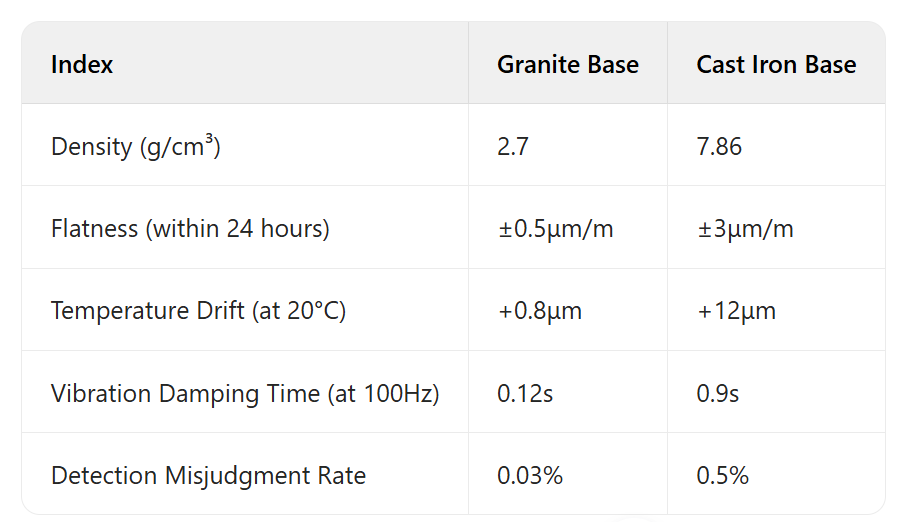
Yarıiletken test ekipmanı
Belirli bir yarı iletken levha inceleme platformunun karşılaştırma verileri:
2. Hassas optik aletler
NASA'nın James Webb Teleskobu'nun kızılötesi dedektör braketi granitten yapılmıştır. Düşük yoğunluğundan (uydu yükünü azaltır) ve düşük termal genleşmesinden (-270℃ gibi ultra düşük sıcaklıklarda kararlı) yararlanılarak nano düzeyde optik hizalama doğruluğu sağlanırken, dökme demirin düşük sıcaklıklarda kırılgan hale gelme riski de ortadan kaldırılmıştır.
Sonuç: Malzeme biliminde "sağduyuya aykırı" yenilik
Granit tabanların hassasiyet avantajı, esasen "yapısal homojenlik > yoğunluk, termal şok kararlılığı > basit rijitlik" şeklindeki malzeme mantığının zaferinde yatmaktadır. Düşük yoğunluğu bir zayıf nokta olmaktan çıkmış, aynı zamanda ataleti azaltma, termal kontrolü optimize etme ve ultra hassas işlemeye uyum sağlama gibi önlemlerle hassasiyette de büyük bir sıçrama gerçekleştirmiştir. Bu olgu, hassas imalatın temel yasasını ortaya koymaktadır: malzeme özellikleri, tek tek göstergelerin basit bir birikimi değil, çok boyutlu parametrelerin kapsamlı bir dengesidir. Nanoteknoloji ve yeşil imalatın gelişmesiyle birlikte, düşük yoğunluklu ve yüksek performanslı granit malzemeler, "ağır" ve "hafif", "rijit" ve "esnek" kavramlarının endüstriyel algısını yeniden tanımlayarak, üst düzey imalat için yeni yollar açmaktadır.

Yayın tarihi: 19 Mayıs 2025